An inline sewage pump is a type of centrifugal pumping system designed to efficiently transport wastewater containing solid particles, fibers, and debris. It is widely used in residential, commercial, and industrial drainage systems where gravity flow is insufficient or where wastewater needs to be lifted or transferred over long distances.
As a highly efficient sewage pump solution, the inline structure allows the suction and discharge ports to be aligned in a straight pipeline layout. This design makes it easier to install directly into piping systems, saving space while maintaining strong hydraulic performance. Because of its compact structure and stable operation, it is also commonly referred to as a sewage water pump in many engineering and procurement discussions.
Working principle of an inline sewage pump
The working principle of an inline sewage pump is based on centrifugal force. When the motor starts, it drives the impeller to rotate at high speed. This rotation converts electrical energy into mechanical energy, which then generates hydraulic energy.
As wastewater enters the pump chamber, the rotating impeller creates a low-pressure zone that draws the fluid in. The liquid is then accelerated outward by centrifugal force and guided through the pump outlet into the discharge pipeline. This continuous process ensures stable and efficient wastewater transport.
Compared with traditional gravity drainage systems, an inline sewage pump is particularly useful in situations such as basement drainage, septic systems, and industrial wastewater treatment, where fluid must be lifted or pushed against resistance.
Key components of an inline sewage pump
A typical inline sewage pump consists of several important components:
(1)Pump body (housing): Protects internal components and maintains pressure stability while guiding inlet and outlet flow.
(2)Motor: Converts electrical energy into mechanical rotation power.
(3)Shaft: Connects the motor and impeller, transferring rotational force.
(4)Impeller: The core hydraulic component responsible for fluid movement and energy conversion.
(5)Bearings: Support smooth rotation and reduce mechanical friction.
(6)Mechanical seal: Prevents leakage and ensures safe operation under pressure.
These components work together to ensure reliable performance, long service life, and stable wastewater discharge.
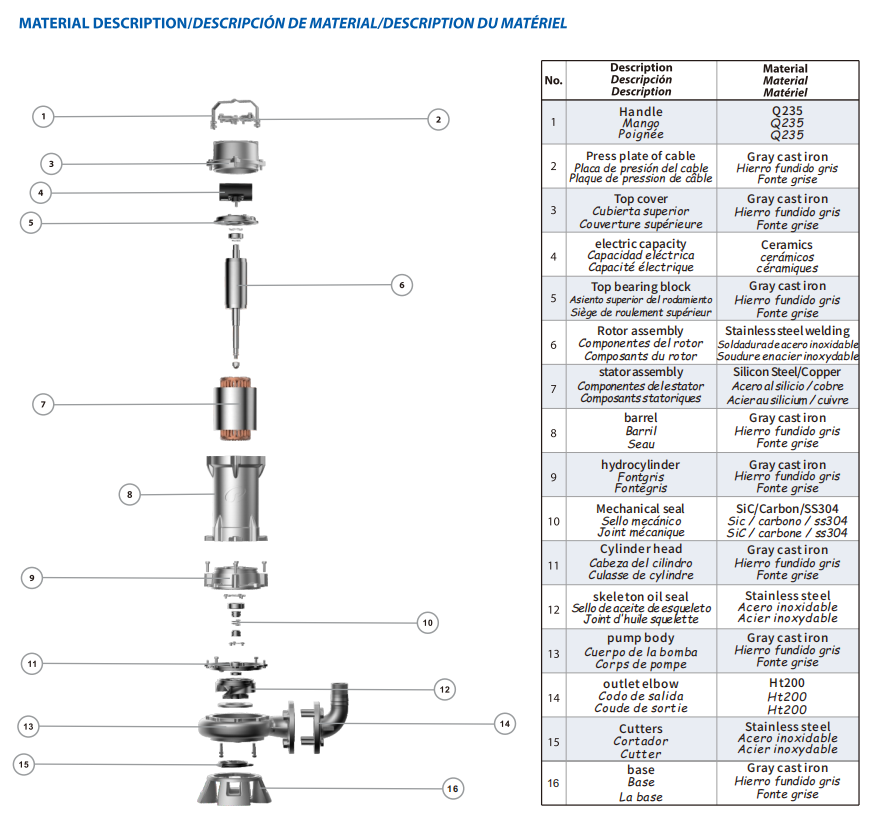
Figure | Purity Inline Sewage Cutting Pump WQQG Components
Advantages of inline sewage pumps
The inline sewage pump offers several significant advantages over traditional pumping systems:
First, its compact inline structure allows for easy installation directly into pipelines, reducing space requirements and simplifying maintenance. Second, it is capable of handling wastewater containing solids and fibrous materials, making it suitable for complex sewage environments.
In addition, modern designs often include advanced impeller structures that reduce clogging risks. For example, some models adopt cutting or vortex-style impellers to shred fibrous waste before discharge, improving anti-blocking performance and operational stability.
Mechanical seals made from wear-resistant materials also significantly extend service life, ensuring long-term reliability even under harsh working conditions.
Application areas
Inline sewage pumps are widely used in multiple industries and environments, including:
(1)Residential sewage systems and basement drainage
(2)Septic tank and wastewater collection systems
(3)Municipal wastewater treatment facilities
(4) Industrial wastewater discharge systems
(5)Chemical, paper, dyeing, and mining industries
(6)Cooling and process water circulation systems
Because of their flexibility and durability, they are considered one of the most practical solutions for modern wastewater management.
Purity Pump and sewage pump manufacturers
In the global pump industry, many sewage pump manufacturers focus on producing high-performance and energy-efficient solutions. Among them, Purity Pump has built a strong reputation in the field of wastewater and industrial pumping systems.
With more than 16 years of manufacturing experience, Purity Pump operates a 60,000 m² production facility supported by a professional R&D team. The company specializes in designing and producing reliable sewage pumps and sewage water pumps that meet international standards. Its products have obtained certifications such as CE, ISO, CQC, and SASO, ensuring compliance with global quality requirements.
One of its representative products, the WQQG inline cutting sewage pump, is designed with a spiral structure and sharp blade impeller. This design enables the pump to cut fibrous materials during operation, effectively preventing clogging in the pipeline system. The rear-tilted impeller further improves anti-blocking performance, ensuring smooth wastewater discharge even in demanding conditions.
In addition, the mechanical seal is made of durable, corrosion-resistant materials, significantly improving pump lifespan and reliability.

Picture | Purity Inline Sewage Cutting Pump WQQG
Conclusion
An inline sewage pump is a highly efficient, space-saving, and versatile wastewater transport solution designed for modern drainage systems. With its advanced centrifugal design, strong anti-clogging capability, and wide application range, it plays a vital role in residential, commercial, and industrial sewage management.
As global demand for reliable wastewater systems continues to grow, leading sewage pump manufacturers like Purity Pump continue to innovate and deliver high-quality solutions that ensure safe, efficient, and sustainable sewage handling worldwide.
Post time: Apr-01-2026


