Fire protection systems rely on one critical component to function effectively: the fire pump. Whether in commercial buildings, industrial facilities, or municipal infrastructure, fire pumps ensure that water is delivered at the required pressure and flow rate to suppress fires quickly and efficiently. Understanding the types of pumps used in fire fighting—and how to select the right one—is essential for designing a reliable fire protection system.
What Is a Fire Pump?
A fire pump is the heart of a water-based fire protection system. Its primary function is to boost water pressure when the existing supply is insufficient. When system pressure drops—such as when sprinklers activate or hydrants are opened—the fire pump automatically starts and delivers high-pressure water to control or extinguish the fire.
Fire pumps are not continuously operating equipment. Instead, they remain in standby mode and must start instantly and perform reliably when needed. This makes proper design, installation, and maintenance critical.
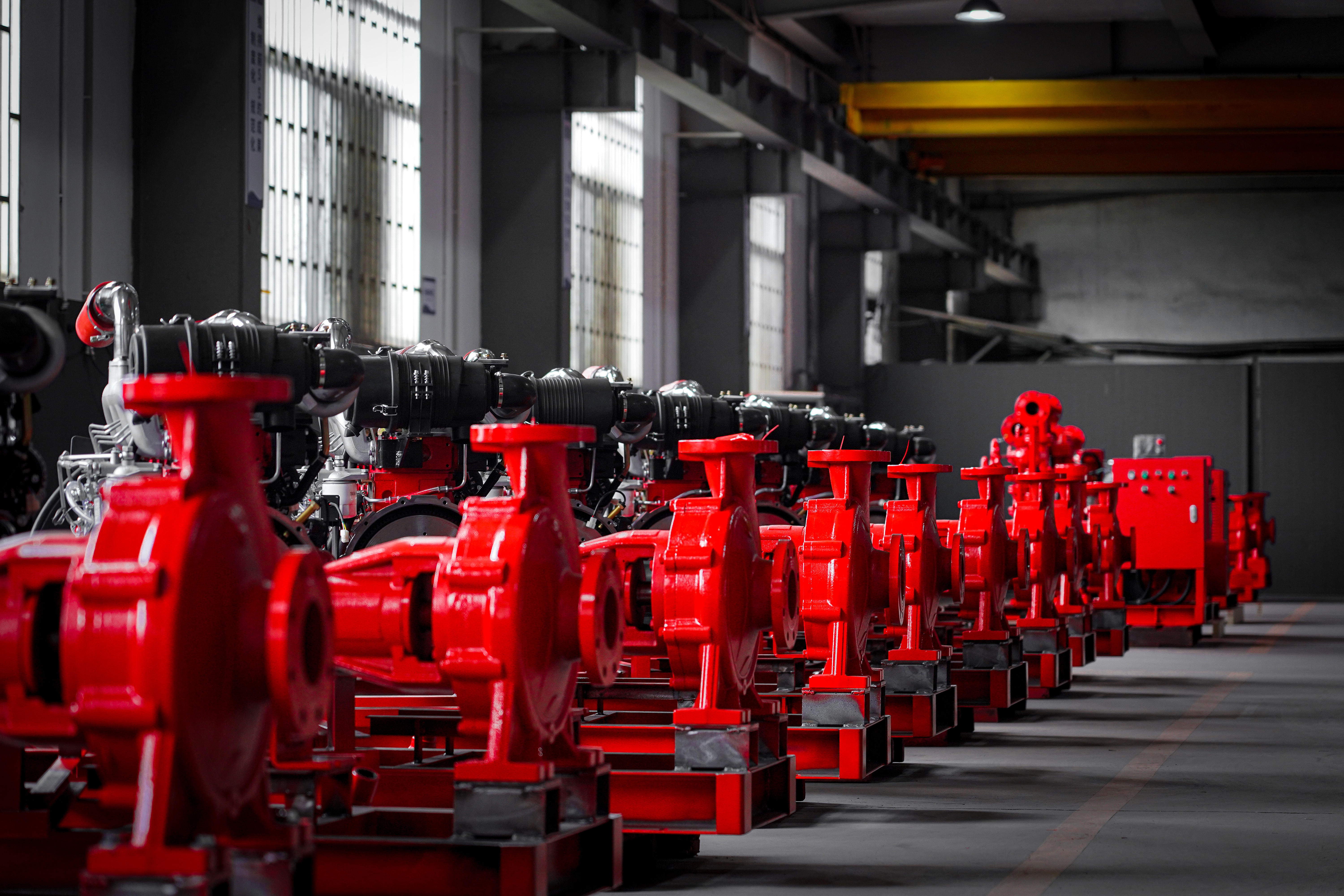
Picture | Real shot of PEDJ fire fighting Pump from Purity
The Most Common Types of Fire Fighting Pumps
1. Centrifugal Fire Pumps (Mainstream Choice)
Centrifugal pumps dominate fire protection systems due to their high efficiency, reliability, and ability to handle large flow rates. These pumps use a rotating impeller to convert mechanical energy into water pressure.
Horizontal Split Case Fire Pump
The horizontal split case fire pump is one of the most widely used types in commercial and industrial applications. Its casing is split horizontally, allowing easy access for maintenance and inspection. These pumps are known for: (1)High flow capacity (2)Long service life (3)Easy maintenance They are ideal for facilities requiring consistent and large-volume water supply.
Fire Vertical Pump (Vertical Configuration)
A fire vertical pump is commonly used where space is limited or where the water source is located below ground level. Types include: (1)Vertical inline pumps – compact and suitable for buildings with limited floor space (2)Vertical turbine pumps – designed for deep wells, tanks, or underground reservoirs
These pumps are especially useful in high-rise buildings or areas with challenging water supply conditions.
2. Fire Pump Jockey (Pressure Maintenance Pump)
A fire pump jockey (also known as a jockey pump) plays a supporting but essential role in fire systems. It is a small pump designed to: (1)Maintain system pressure (2)Compensate for minor leaks or pressure drops (3)Prevent unnecessary activation of the main fire pump By stabilizing pressure, the jockey pump helps extend the lifespan of the primary fire pump and ensures system readiness at all times.
3. Positive Displacement Pumps (Special Applications)
Although less common, positive displacement pumps are used in specific fire protection scenarios. These pumps deliver: (1)High pressure at low flow rates (2)Consistent output regardless of system pressure
They are typically applied in water mist or foam fire suppression systems where precise pressure control is required.

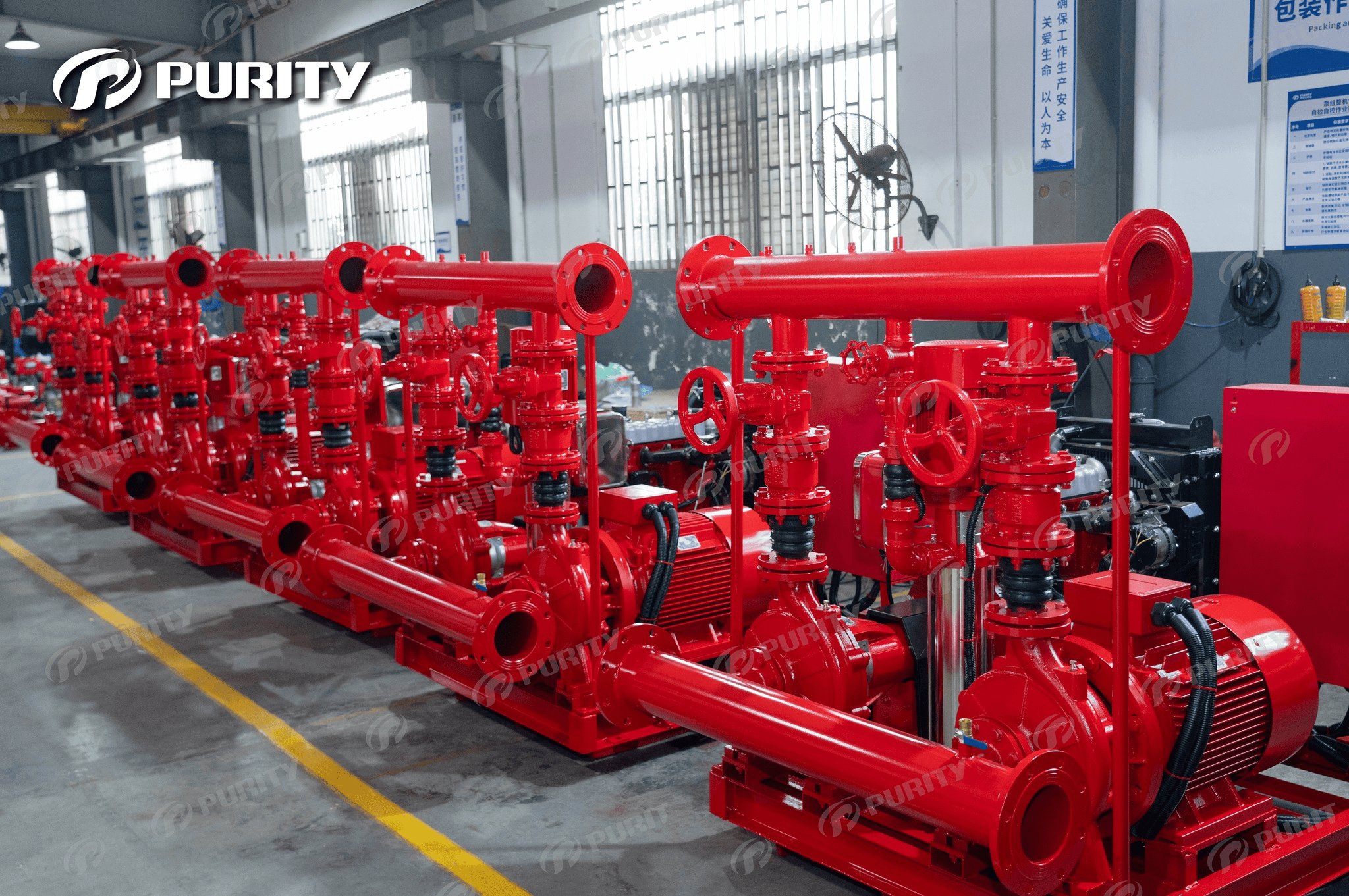
Picture | A family Portrait of Purity Fire Pumps
How to Choose the Right Fire Pump
Selecting the correct fire pump is not a one-size-fits-all decision. It depends on several key factors: (1)Flow rate and pressure requirements (2)Water source (municipal supply, tank, or deep well) (3)Installation space constraints(4)Type of fire protection system (sprinkler, hydrant, foam, etc.)
A well-designed system ensures that the pump matches the hydraulic demands of the facility. In practice, fire pump selection is essentially a system-matching process.
 Picture|PEE Fire Pumps from Purity
Picture|PEE Fire Pumps from Purity
Standards and Reliability Requirements
Fire pumps are highly regulated equipment and must comply with standards such as those set by the National Fire Protection Association. These standards govern: (1)Pump design and performance (2)Installation requirements (3)Testing and maintenance procedures Because fire pumps remain idle for long periods, their reliability is more important than efficiency alone. Key performance requirements include: (1)Fast startup (2)Stable pressure output (3)Long-term operational reliability Regular inspection and testing are essential to ensure the system performs flawlessly in an emergency.
Why Choose a Purity Pump?
When it comes to selecting a dependable solution, a purity pump offers a comprehensive range of fire protection products designed to meet global standards. Key advantages include: (1)Complete product range: horizontal split case fire pump, fire vertical pump, fire pump jockey, and full fire pump systems (2)Certified quality: selected models have obtained international certifications such as UL (3)Proven experience: over 16 years of manufacturing expertise, a 60,000 m² production facility, and exports to 130+ countries
These features make Purity pump solutions suitable for diverse applications and demanding environments.
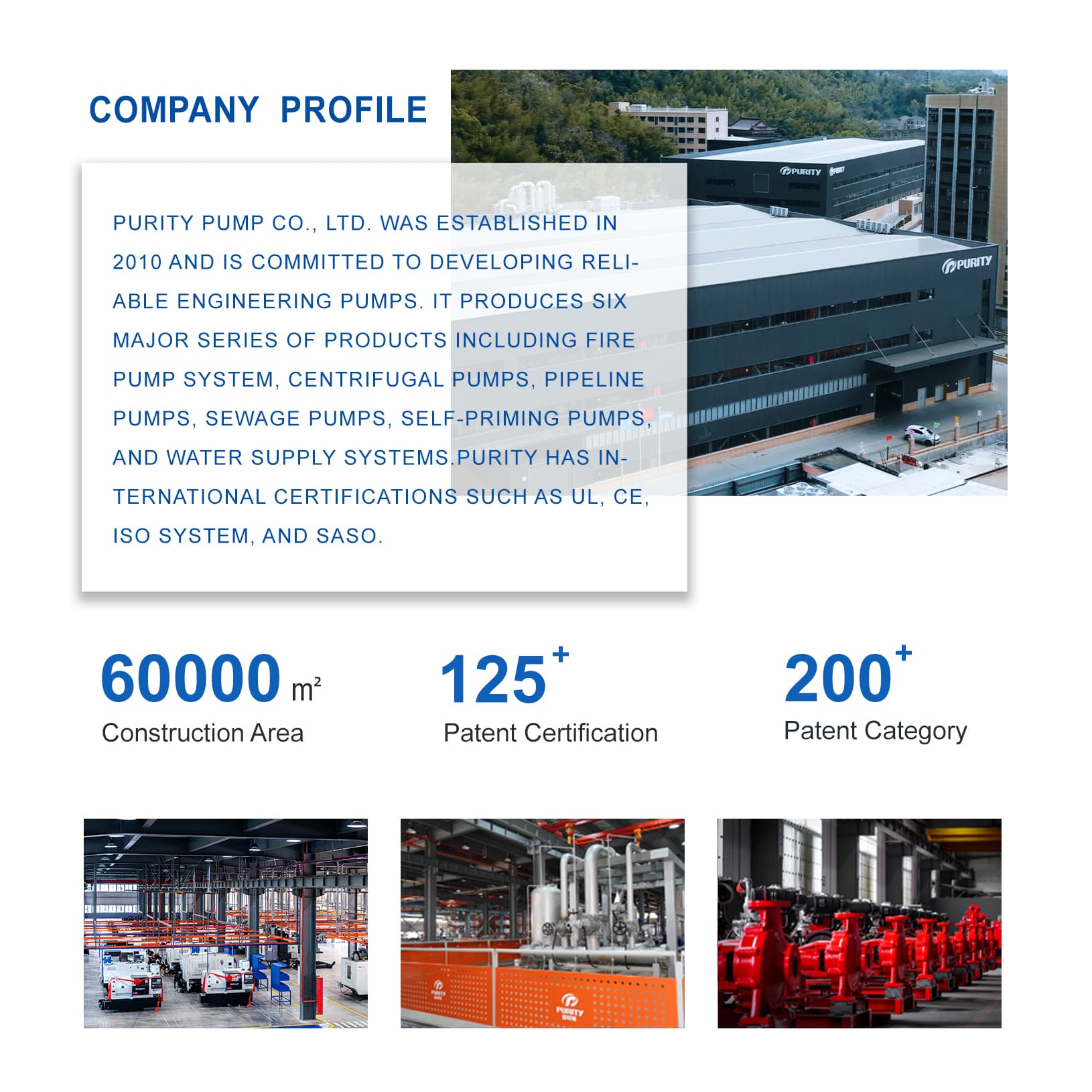 Picture|Introduction to Purity
Picture|Introduction to Purity
Conclusion
In fire fighting systems, centrifugal pumps—especially horizontal split case and vertical configurations—are the most commonly used due to their efficiency and reliability. Supporting components like the fire pump jockey ensure system stability, while specialized pumps serve niche applications. Ultimately, the effectiveness of any fire protection system depends on proper pump selection, compliance with standards, and reliable performance. By choosing the right fire pump and maintaining it correctly, you can ensure maximum safety for both people and property.
Post time: Mar-20-2026